
- 型號:VK-FTL-OS
- 貼標精度:±1mm(不含產品和標籤的誤差),調整水平對貼標精度影響明顯;
- 貼標速度:20~45張/分鐘(與產品標籤尺寸有關)。
- 適用產品:客戶提供的容器。
- 適用標籤:客戶提供的捲狀標籤。
- 機器尺寸:2250×1310×1520mm(長×寬×高)。
- 適用功率:220ACV 50/60HZ。
- 重量:350KG
二頭貼標機適用於蓋子、瓶罐的貼標和包裝,應符合以下要求:
機器應用
1.專門裝上蓋子(需要前端下蓋系統後端蓋系統,蓋子是凹陷的那種,見右圖)
2.圓頂貼標瓶身貼標(要求A.配備送瓶轉盤關瓶轉盤B.機器需加大以適應瓶徑30mm-160mm)
3.特別適用於圓瓶。
4.機器需配備打碼機
5.客戶電梯尺寸為1.75*1.1m,需拆開,為進入電梯提供引導。
機器基本參數



- 貼標精度:±1mm(不含產品和標籤的誤差),調整水平對貼標精度影響明顯;
- 貼標速度:20~45張/分鐘(與產品標籤尺寸有關)。
- 適用產品:客戶提供的容器。
- 適用標籤:客戶提供的捲狀標籤。
- 機器尺寸:2250×1310×1520mm(長×寬×高)。
- 適用功率:220ACV 50/60HZ。
- 重量:350KG
什麼是貼標機:
貼標機是將一卷不乾膠紙標籤或其他合適材料黏貼到產品或規定包裝上的設備,廣泛應用於電子、家具、飲料、日化、食品、醫藥、石油化學等
產品包裝容器和包裝盒的標籤。自動貼標機設備在各行業中發揮著重要的作用。機器本身結構完善,全不銹鋼材質,更方便存放,防止設備受潮生鏽。
貼標機的原理是物品在傳送帶上以恆定的速度送入貼標工作站。機械夾具將物品分開固定的距離,並將物品推向傳送帶的方向。
它有一個驅動輪、一個貼標輪和一個捲軸。驅動輪間歇地拖曳標籤帶運動,使得標籤帶被從捲軸中拉出,同時標籤帶被貼標機輪壓在物品上。捲軸上使用開環位移控制來維持標籤帶的張力
因為標籤條是相互連接的。標籤帶不斷地停止和停止,使得標籤帶貼附在物品上,同時貼標輪以與物品相同的速度移動。當輸送機到達一定位置時,標籤驅動輪加速到與皮帶相符的速度。貼上標籤後,它減速停止。
由於標籤可能會輕微滑動,因此它上面有一個標記,以確保每個標籤放置正確,該標記由光學感測器讀取。在標籤的減速階段,驅動輪將重新調整位置以修正標籤上的任何錯誤。
瓶子和蓋子樣品


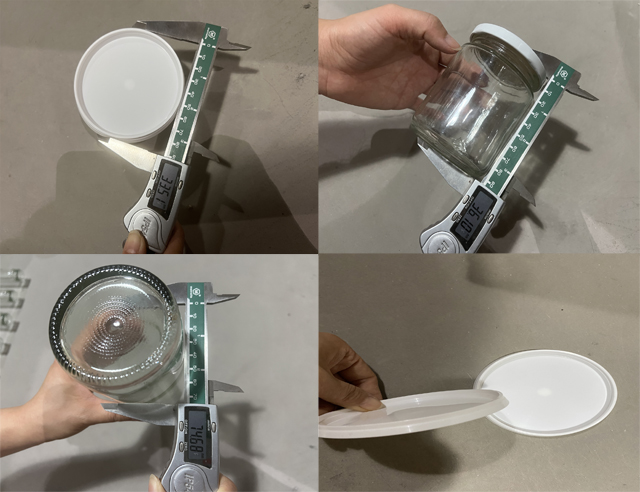
樣本數(詳見實際樣本)
1.罐子直徑70mm,高度96mm(頂標直徑55mm。瓶標160*40mm)
2、1號瓶,直徑70mm,高330mm,標籤230*106mm
3.2號瓶,直徑50mm,高230mm,瓶標170*70mm
使用說明書
第一部分聲明
一、常規項目
此貼標機屬於非標設備,需要一定的技術來操作。否則會影響機器的高效率或正常使用。此貼標機的操作必須由經過訓練的技術人員進行補充。
本設備的操作應依照使用說明書或在我公司技術人員的指導下進行。本使用說明書適用於VK-FRL-OS貼標機(以下簡稱貼標機)。目的是確保本機的正常使用和調整。
二.公司權利
該設備由本公司自行研發、生產。我公司保留以下權力:
為了保持機器的技術優勢和適用性,我公司可以對機械部件、電控部件和軟體進行更新,包括所用部件的結構、類型和品牌,但對已售出的機器不承諾免費更新。
本公司有權要求機器完整保存。未經本公司技術人員的技術指導,不得對機械、電氣或控制部分進行改造。否則,相關損失應由違反規定的一方承擔。
本公司提供基於本機添加程式碼或其他功能的相關技術說明,但不對相關組件負責。
本機及本使用說明書的智慧財產權歸我公司所有。如有抄襲須負法律責任
三.安全事項
危險!確保運作中的機器已接地,以防觸電。
危險!確保電壓沒有過載。
警告!電氣箱及電路的操作應在電氣技術人員或專業人員的指導下進行。
警告!注意轉動部位,防止受壓擠壓。
四.經營權
確保本機器的操作、定位和維護必須由經過訓練和授權的人員執行。
僅允許經過認證或專業人員和設備工程師完成佈局。
操作機器需要確保:
- 操作人員經過我公司專業訓練並獲得認證。
- 操作人員具有修理或處理機器運作過程中基本故障的知識。
- 操作本機時應依本說明書的要求進行。
五、運作環境
以下情況請勿使用:
- 溫度變化劇烈。
- 濕度或濕度過高。
- 強烈振動和衝擊
- 灰塵太多
- 水、油和化學品噴霧
- 易爆、易燃、危險物品
六.調整期
該貼標機是根據客戶的產品專門製作的,不是標準設備,對操作人員有技術和經驗要求,需要一個月的調試時間。公司尋求技術支援。
第二部分 機器介紹
一、基本功能:
此貼標機是專門設計的,具有獨特的特點,用於圓筒圓週、頂部或指定位置貼標(指定位置貼標需添加附件)。熟悉機器後,該機還可用於其他行業的圓形容器貼標,如罐頭食品、罐頭食品圓形容器、化妝品、藥品等。
二.標籤恢復流程說明:
放置容器→分離容器→傳送帶→產品偵測→標籤回收→收集容器。
- 將產品放在運輸帶上。
- 容器分離機構將容器分開一定的距離。
- 在輸送帶的拖曳下,容器會自動運轉到貼標機構的右側。
- 容器到達偵測位置,被電氣感測器偵測到,將訊號回饋給PLC。
- 牽引馬達旋轉,送出並在產品上貼上標籤。
- 貼標回收機構將容器上的標籤扭轉並捲起。
- 容器被運輸並收集在收集容器中。
第三部分機制
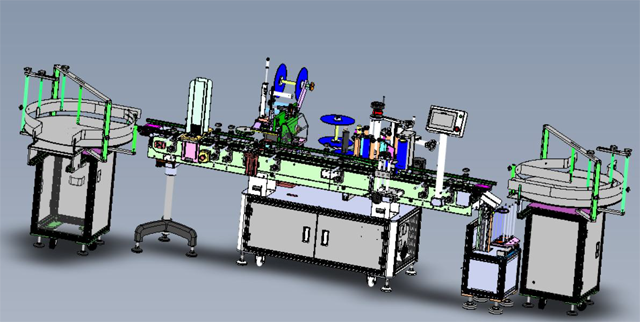
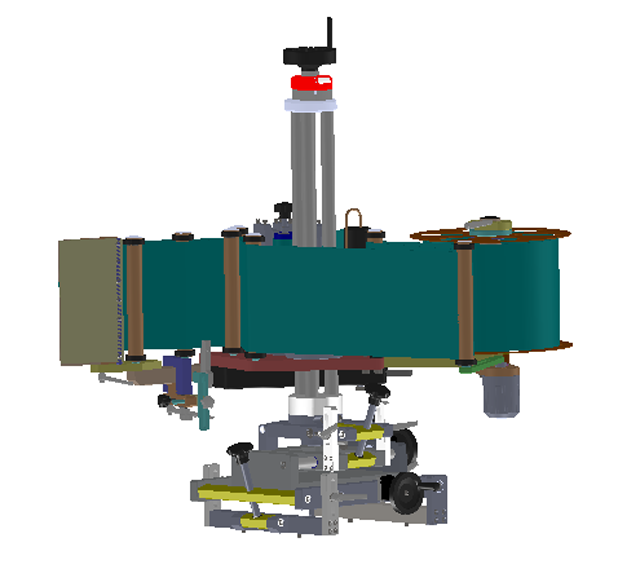
一、總體觀
各部份機械結構及功能如下圖所示:【設備3D模型】
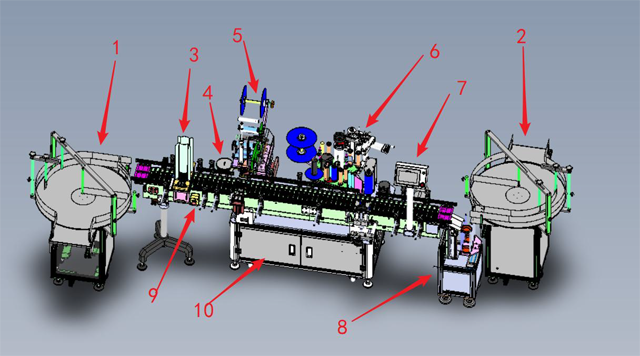
- 送料及瓶子處理機構:將產品輸送至輸送線。
- 收瓶機構:接收並整理加工後的產品。
- 分割機構:將盤狀材料分割、貼標。
- 分瓶機構將圓瓶產品分開並拉開距離。
- 1#頭在產品上平面貼標。
- 2#頭貼在產品側面。
- 人機互動顯示器。
- 接收機構接收盤產品。
- 電源急停:按下按鈕,設備斷電急停。
- 電箱及設備電路部分安裝位置。
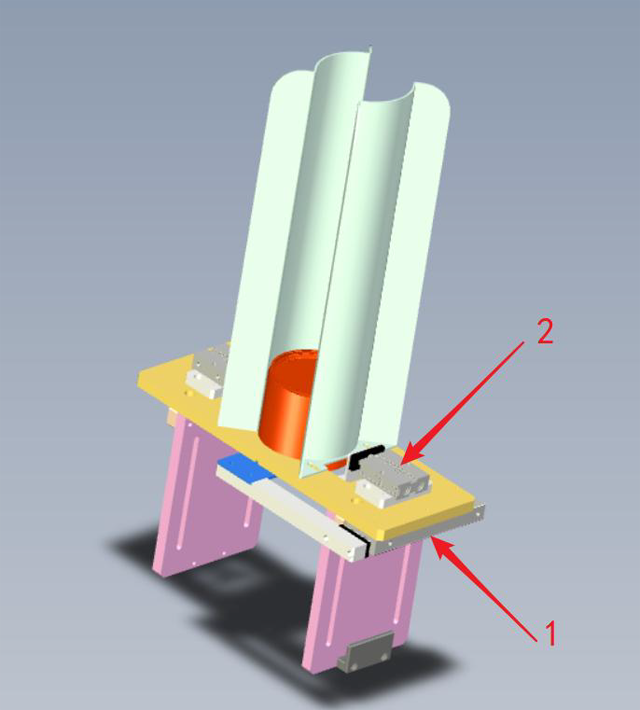
二.詳情查看

1.【貼標頭】
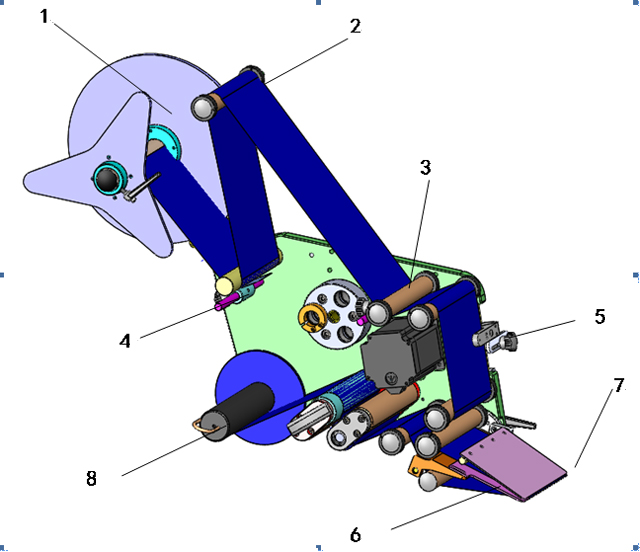
- 放料機構:用於將標籤放入捲筒中。
- 煞車:用於停止標籤,防止標籤鬆脫,並保持皮帶的張緊力。
- 滾筒:捲繞標籤,保持標籤的張力。
- 壓緊機構:將標籤壓緊。
- 電動感應器架:安裝標籤識別電動感應器並前後移動。
- 分配器板:標籤溢出。
- 牽引機構:拖曳標籤條的底紙,為分割標籤提供動力。
- 收料機構:回收標籤原紙。
2.產品檢測電動感應架
- 產品偵測電感測器:直相關光纖:一條發出訊號,另一根光纖接收訊號。透過訊號的劃分來檢測是否存在物體。
- 定位電感測器:漫反射光纖,對貼標進行定位,透過漫反射的變化來偵測產品的存在。
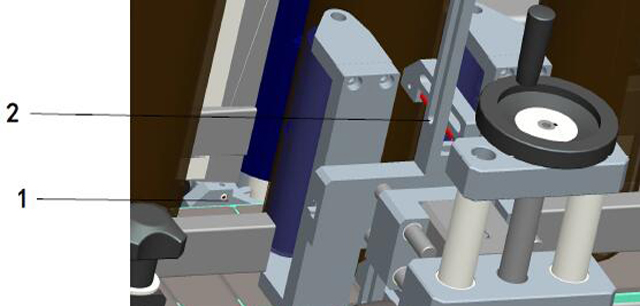
3、調節機構:
調整所有調整機構。必須先鬆開相關的鎖緊螺絲。調整後擰緊鎖緊螺絲以保持固定。
- 前後調整桿:用手輪末端調整貼標頭的前後位置。
- 左右調整桿:用手輪末端左右調整貼標頭的位置。
- 左右傾斜調整:透過手輪調整貼標頭與輸送帶的平行度。
- 前後傾角調整:透過手輪調整貼標頭與輸送帶之間的平行度。
- 上下調整:透過頂部手輪調整貼標頭的上下位置。
- 標籤識別電動感測器調整:鬆開五啟動輪至電動感測器左右、上下位置。
- 點膠板角度調整:鬆開相對定位螺絲來擺動點膠板的角度。
4. 定位機構
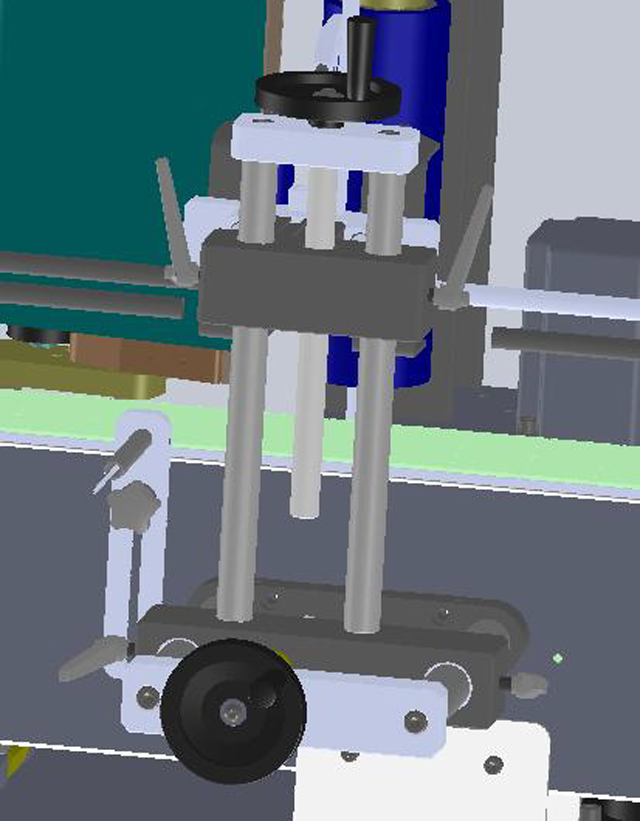
- 前後調整:透過調整頂部手輪來調整定位機構的前後。
- 上下調整:透過調整頂部手輪來調整定位機構的上下。
5. 標籤回收機制
傾斜度調整:旋出(旋入)前方的2個螺絲,旋入(旋出)後方的2個螺絲,調整標籤回收機構與輸送帶之間的角度。
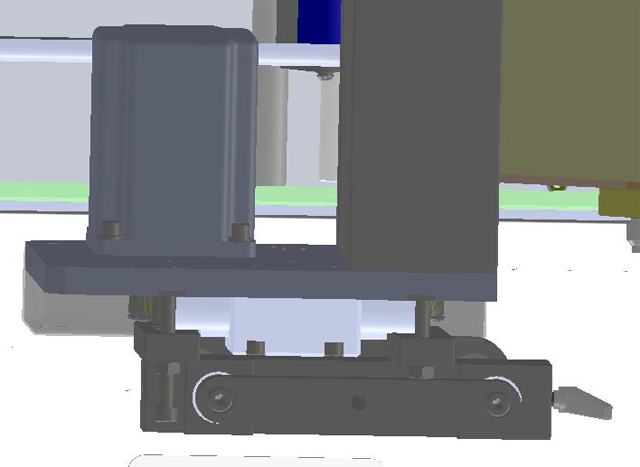
六、分配機制
- 分料出料汽缸:負責將料斗內的產品一一排出
- 分料夾緊氣缸:當材料由放料氣缸排出時,負責夾緊其他產品。
第四部分 電氣部分
一、電氣控制原理:
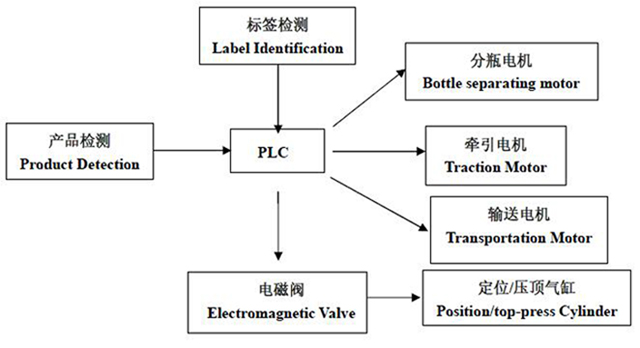
輸入訊號為產品偵測訊號、貼標偵測和標籤辨識訊號,經過PLC處理後,輸出訊號為牽引馬達和電磁閥的控制訊號,控制控制汽缸和牽引馬達的伸縮,完成標籤的定位貼標。 。
第五部分 調整
一、機械調整
1、引導機制:
調整定向機構。根據產品尺寸前後移動導向塊,確保產品在運送過程中不會走錯方向。調整使產品順利通過,兩側錯位在0.5mm以內為宜。
2. 恢復機制:
調整回收機構,使膠輪與產品平行,確保產品受力均勻,回收輪能接觸到標籤,貼標位置穩定。
3、貼標頭:
每次調整時必須先鬆開相關鎖定螺絲。調整後擰緊鎖緊螺絲。透過手輪進行上下、前後調整。可平行或旋轉調整,實現貼標位置的調整。
4. 標籤分配板:
調整標籤分配板,鬆開其連接機構上的7字形手柄,將標籤分配板擺動一定角度以配合產品需求。對於不同厚度和材質的標籤,可能需要調整角度以實現平滑的標籤分割。
二.電動感應器調節
該機有2套電氣感測器:產品偵測電氣感測器和標籤識別電氣感測器,可依產品偵測和標籤識別的需要進行調整。
1、位置調整:
前後或上下調整電動感應器架,以適應不同的產品和標籤。調整方法請參考機械介紹部分。
2、電眼設定:
原電感測器為MT溝槽電感測器。其他標籤識別或產品檢測電眼可選。
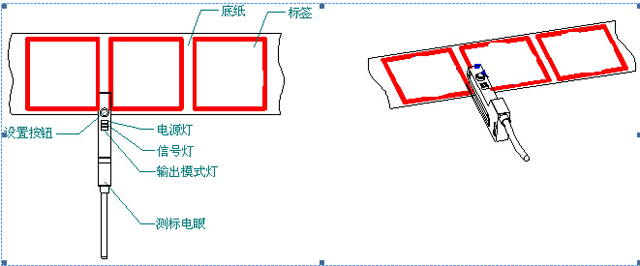
2.1標籤識別電感測器: 偵測標籤(僅作為型號介紹,不代表本機真實型號)
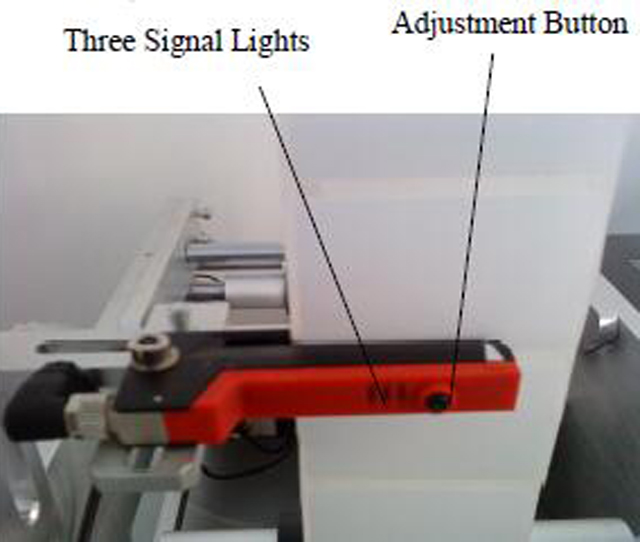
【德國LEUZE GS-63電動感測器】
電量感測器使用說明:
1)拖曳標籤穿過電感測器的U槽,如下圖所示。
2)拖曳標籤,標籤間隙處黃色號誌燈亮,有標籤處黃色號誌燈滅,正常,可直接使用。
3).當黃色號誌燈一直亮或滅時,請將電感應器重設。
4)電感測器的設定方法如下:
- 將標籤拖曳過 U 形凹槽,如下圖所示。
- 將有標籤的原紙放入電動感應器的凹槽中,按住調整按鈕3秒至黃色訊號燈閃爍,然後放開按鈕,將沒有標籤的原紙放入電動感應器的凹槽中,按下調整按鈕8秒,然後放開按鈕。
然後重置過程就完成了。 - 將標籤拖入電感測器的凹槽中。當帶有標籤的原紙通過時黃色信號燈熄滅,當標籤之間的間隙通過時黃色信號燈亮。
2.2產品檢測電感測器: (僅作為型號介紹,不代表真實設備型號)
2.2.1 FX-301系列電量感測器的連接:
產品檢測電感測器必須正確連接才能使用。請按照以下連接說明進行操作。 「in」連接黑線,「out」連接銀線。 [FX-301系列電動感測器]
2.2.2 產品檢測電感測器檢測原理
產品檢測電感測器根據光反射量來識別物體。電感測器向物體發射光,物體可以反射一定的光到電感測器,當反射光量達到設定值時,電感測器訊號會改變並向控制系統發送訊號。
2.2.3 狀態開關
按下「模式/取消」鍵,綠燈切換有「運行」、「示教」、「ADJ」、「L/D」、「TIMER」、「PRO」幾種模式,指示不同的工作狀態。
‘RUN’表示運作狀態;
「TEACH」表示教學狀態;
‘ADJ’表示調整狀態;
‘L/D’表示Up/Down訊號狀態;
按下「推」鍵確認,切換微調功能。
2.2.4 產品檢測電感測器設置
- 當工作站上沒有產品時,打開電動感測放大器的透明蓋,按下「MODE/CANCEL」鍵,切換到「TEACH」模式。數位顯示窗顯示一個值為空白訊號,如下圖的「67」。當數值穩定後,按“PUSH”確認。
- 然後將產品放在貼標台上,靠近左側定位桿,觀察位置,透過調整定位桿定位標籤在產品上的位置。
- 調整好標籤的位置後,數字顯示視窗上會出現一個新的數值,這是偵測產品時的訊號,例如「1900」。若數值穩定,請按“PUSH”確認。完成後,數位顯示器會顯示「GOOD」提示。 (按“MODE/CANCEL”鍵返回“RUN”操作狀態)。
- 切換到“ADJ”模式。數碼管顯示值=空白訊號(偵測訊號-空白訊號)/2。系統預設該值作為閾值。如果訊號值大於閾值,則表示存在預設對象,小於閾值,則表示預設有對象。訊號回饋至PLC。 PLC將發送對應的命令。閾值可調。透過撥動「PUSH」左右鍵,可以增加或減少數值,改變閾值(一般不需要調整)。
- 按“MODE/CANCEL”鍵,回到“RUN”運作狀態。 (完成任何設定後返回“RUN”操作狀態。)
- 關閉透明蓋並完成設定。
- 當產品放到貼標位置時,產品偵測電子感測器偵測到訊號,並回饋給PLC。 PLC發出指令,貼標機對應部分開始運作。

[FX-301系列電動感測器]
第六部分 操作
一、纏繞標籤
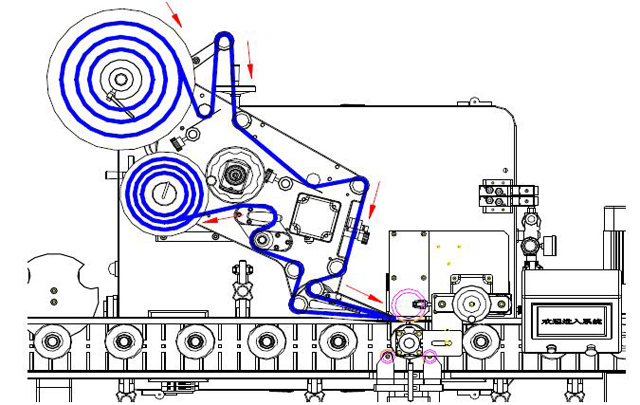
【標籤纏繞圖片】
- 鬆開三角料板上的調整手柄,取出三角板;
- 如圖所示,放入標籤卷,安裝三角料板並擰緊手把。
- 順時針轉動牽引機構上的T型手柄半圈,鬆開牽引軸,鬆開2處錳墊片;
- 依紅色箭頭所示方向纏繞標籤(注意保持整個標籤條平行,不得歪斜)。將錳墊片輕輕壓在標籤條上,然後順時針方向轉動牽引機構上的T形手柄半圈。如果標籤被壓到位,則標籤捲繞完成。
二.機械操作
機械操作通常在機器通電時進行。在手動狀態下借助相對運動進行調整。
- 輸送機構:調整輸送機構,確保產品順利輸送至貼標位置並送出。將待貼標籤的產品放在輸送機構的兩側進行微調。具體操作方法請參考《第五部分調整》相關章節。貼標位置和物料回收位置的調整也採用類似的方法。
- 貼標位置調整:將待貼標產品置於貼標板下方,上下或前後調整貼標頭,使標籤分切位置與標籤貼上位置對齊。調整導向機構,確保標籤貼在指定位置。綜合使用以上2種方法進行調整。
三.電氣操作
接通電源→開啟2個緊急開關;啟動貼標機→人機介面設定→開始貼標。
第七部分 設備日常維護保養
1、設備安裝及運作環境:
常溫,不宜在高溫、潮濕、酸鹼環境下長期使用,以免影響使用壽命、效率及精準度。
2、保持清潔:
使用後應清潔設備的機構,如摩擦滾輪、電器盒等。
3、清潔時的注意事項:
- 請勿使用可能損壞機械表面的清潔工具。
- 請勿使用腐蝕性塑膠容器。
- 請勿使用酸性溶解液。
- 定期檢查和維護:定期對機器進行檢查,以保持機器正常運作,包括但不限於以下內容:
- 清理掉廢棄的紙屑和雜物。
- 清除滾筒側面的殘油。
- 用軟刷或布清潔感光元件的鏡頭。
- 定期更換保險絲。本設備使用交流電源和保險絲以防止過載。
- 防鏽:在不鏽鋼、鐵件上噴灑防銹油,並用軟布擦拭均勻。
- 推薦使用的防銹油是防銹油。
第八部分 常見故障的解決 故障排除技巧:
1、原紙破損:
原紙破損與原紙的品質密切相關,廢紙在標籤牽引力和標籤黏合力方面發生報廢。
- 檢查原紙破損狀況,若破損則更換品質較好的原紙。推薦的紙張是Gelaxxindi,並要求標籤供應商控制模切深度。
- 收卷時檢查標籤刮傷狀況,消除刮傷因素。
- 如果標籤不乾膠的話,很容易被撕破。控制標籤輸出長度,保證貼標產品不沾黏。
2.貼標偏差超過精度要求:
- 標籤偏差、標籤剝離位置、標籤剝離方向與產品輸送方向不平行、牽引輪打滑、產品位置偵測不正確、標籤未與貼標輪對齊、產品公差等因素。
- 如果標籤條處於偏離位置,請放開牽引機構並前後拖曳標籤以使其正確運作。標籤走正後,旋緊兩側限位圈,將標籤引出。
- 若標籤條方向與產品輸送方向不平行,可調整貼標頭的傾斜度以達到平行。
- 牽引輪打滑、磨損與牽引輪上的時鐘螺絲有關。這兩個問題都可以透過擰緊鎖緊螺絲來解決。
- 在產品製造過程中,邊緣公差會導致標籤公差。產品公差只能透過產品品質控制來解決。
3.連續輸出標籤:
- 標籤輸出連續、不完整與電感測器的偵測靈敏度有關,可以透過調整靈敏度來解決。詳細說明請參閱前述電眼調節章節。
- 如果調整電眼後仍無法解決,可能是標籤不在電眼偵測範圍內或標籤損壞。諮詢我公司。
- 另一個原因是標籤條偏離位置,未被電眼偵測到。前後調整電眼的偵測位置。
4. 標籤分配板位置原紙鬆脫
- 原紙鬆散與牽引速度過低或牽引機構打滑有關。如果牽引速度太低,則加快速度解決;
- 若牽引機構打滑,旋緊牽引軸上的鎖緊螺絲,直到原紙不打滑。
- 另外,也要注意物料回收軸後方的輸送帶是否破損。
服務承諾
VKPAK以客戶優先的方式提供售前和售後服務。
- 提供專業的售前技術諮詢,指導客戶選擇合適的型號。
- 提供貼標機操作培訓,指導客戶正確使用及維護貼標機。
- 提供技術支援服務,指導客戶解決貼標問題。
- 設備保固一年,提供維修服務。









