
- 適用標籤長度:10mm~150mm
- 適用標籤寬度:10mm~150mm
- 適用紙捲內徑:40mm或76mm
- 紙捲外徑: φ≤250 mm
- 室內溫度:-10℃~40℃
- 室內濕度:35~85﹪
- 電源:220V,50HZ
- 外型尺寸:550*550*650(長*寬*高)
- 體重:78公斤
捲動貼標機設備操作說明:

設備型號:VK-T805
名稱: 半自動扁圓瓶貼標機
滾動貼標機的操作環境
1. 嚴禁在以下環境使用本設備:
- 局部氣溫變化劇烈
- 高濕度和露水的地方
- 非常強烈的振動或衝擊
- 置於塵土中
- 有水、油、化學物質飛濺的地方
- 有爆炸、易燃危險物品的地方
2. 確保電源插座與電源介面接觸緊密,否則接觸鬆動可能導致火災。
3. 請勿在電源線上放置重物,損壞的電源線可能會導致觸電或火災。
4.清潔或浸防銹油前,請務必拔掉設備的電源線,否則有引起火災和損壞設備的危險。
5.請勿使用鬆脫或損壞的電源插座,否則有觸電和火災的危險。
6.使用正確的接地裝置,使用未正確接地的插座會造成觸電危險並損壞設備。
7. 請勿濕手接觸電源插座,否則有觸電危險。
8.移動設備時,請確保電源線脫離電源,否則有火災損壞設備的危險。
9. 在正確的電壓/電流標準下使用設備,沒有適當的電壓/電流工作將導致觸電、火災或損壞您的設備的危險。
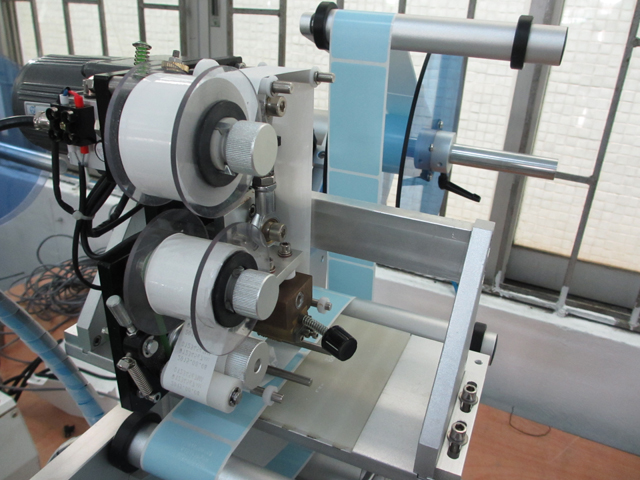
VK-T805貼標機

貼標機介紹
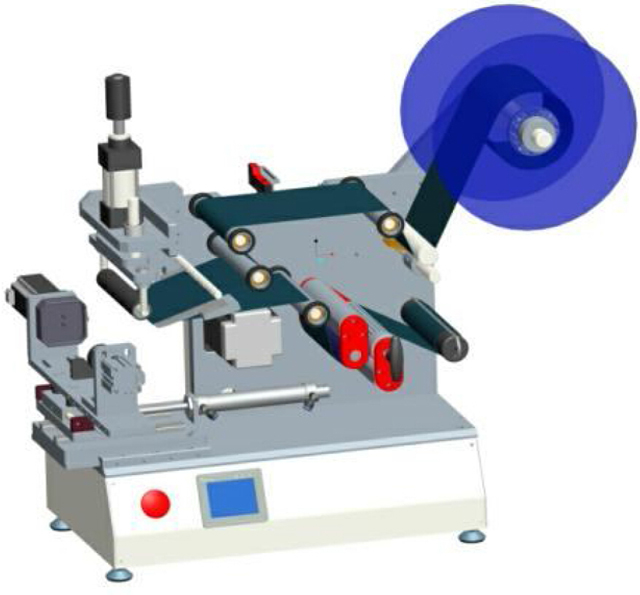
貼標機是自動將標籤貼在產品表面的一種自動化設備的簡稱,它可以取代人工貼標,提高生產效率和品質。依自動化程度可分為手動貼標機、半自動貼標機和全自動貼標機;依產品形狀可分為圓瓶貼標機、偏圓形貼標機和異形瓶貼標機;依貼標方式和產品放置方式可分為垂直貼標機和水平貼標機。
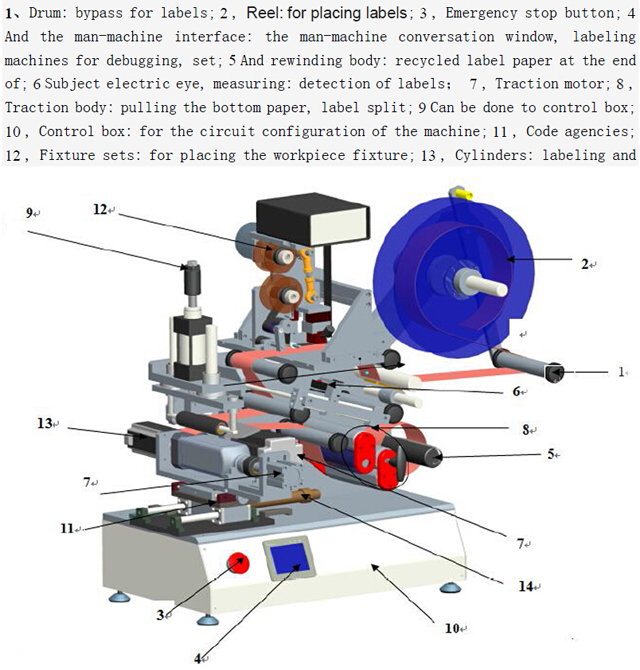
VK-T805型號圖說明:
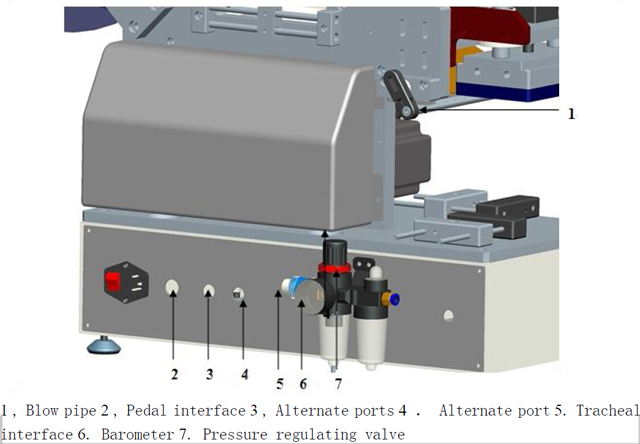
機器背面
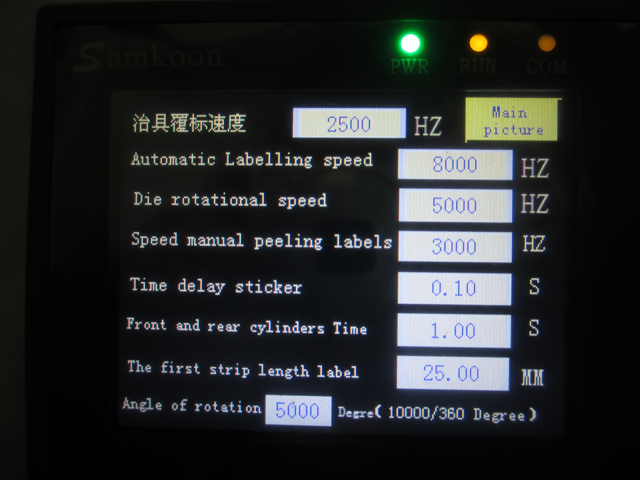
技術參數:
1.適用標籤長度:10mm~150mm
2、適用標籤寬度:10mm~150mm
3.適用紙捲內徑:40mm或76mm
4.紙捲外徑:φ≤250mm
5.室內溫度:-10℃~40℃
6.室內濕度:35~85﹪
7.電源:220V,50HZ
8.外形尺寸:550*550*650(長*寬*高)
9.重量:78公斤
範圍
1.廣泛應用於食品、醫藥、化妝品、日化、電子等行業。
2、針對半成品或成品的印刷及部分圓弧面半自動貼標。
3.可對扁平、圓形、橢圓形等形狀的瓶子進行貼標,見下樣圖:



標籤理論

1.傳動系統:馬達透過同步帶傳動系統和接收機構驅動,為標籤分割提供動力,從而實現標籤末端紙張的剝離和回收。
2.控制系統:本機採用電、氣組合控制,電眼(感測器)和腳踏開關將接收到的訊號傳給中央處理器中的PLC依照設定的程序進行處理,從而實現剝離、吸標、編輯標籤和計數。
操作流程
通電安裝標籤校正帶可調電眼標籤調整標籤
開機/關機
開機:
1.將機器周圍清理乾淨,檢查有無鬆動現象。
2. 貼上標籤並將電源線連接到背面的電源插座上,並將電源插座旁的開關打開。
3. 將電源線的另一端連接至交流電源插座,使用電壓為220V、50Hz。
4.主面板急停開關打開
5.高壓氣體接入孔(並確認開關打開)
關閉:
1. 正常使用情況下,可將電源線從交流電插座拔出或直接按下急停開關。
注意力!
2. 請勿用手濕接觸電源線或電源插頭,否則會造成觸電。
3. 請勿在電源線上放置重物。
檢查調整狀況
1.「1」標籤周圍,取決於標籤在該側的體積,在體積內的表面遵循圖旁路方法。
2.「2」夾緊機構,先鬆開圓形浮標,後再次壓緊。
3.用肉眼觀察,觀察剝離板上「5」後的標籤,標籤被拆分到吸頭有效分數的位置,如上圖所示,如果不正確,則說明標籤需要粗調。
4.在「3」與「4」服之間的標籤上要偵測電眼,周圍長有標籤時必須測試電眼槽孔,以便測試電眼能偵測到標籤與標籤之間的變化,電眼更多設定請請參閱“電眼設定”部分。
5.「6」字形牽引機構結束後,必須嚴格依照「S」字形繞法和「T」字形手柄要緊貼狀態,否則會造成出標不准或無法牽引。
6.「7」為捲繞體,軸為活動黑鋼圓夾,尾部為迴紋針夾子。
已更正
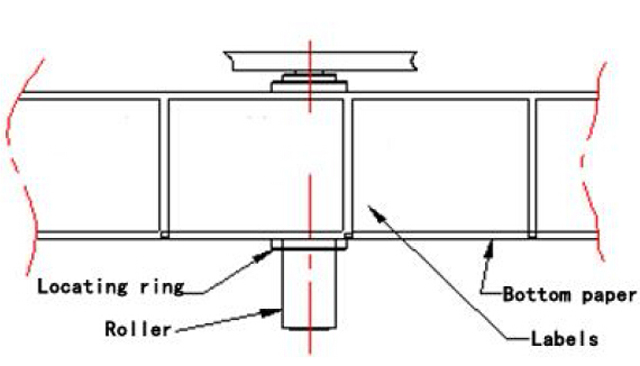
1.完成上述操作後,將面板上的「自動/手動」按鈕調至「手動」狀態,請確保電源已連接並打開,然後按下「點動」開關,牽引拉動底紙約0.5米,旨在使底紙自由且正確。
2.底紙自動糾偏時,我們將限位圈上的滾輪全部調整,參考上圖所示,移動紙張兩側的限位圈。
移動電眼
1.將表面“自動/手動”按鈕調至“手動”,然後按下“點動”開關,此時用肉眼觀察剝離板,使標籤脫離剝離板0~1mm即可。
2.然後移動標籤測試電眼,將標籤放在標籤與標籤紙尾之間,注意測試電眼燈亮,當檢測電眼移開標籤或離開標籤紙尾時,燈會在標籤之間切換開和不開。
尺寸如上圖,確保吸頭距離條板0.5~1mm,可鬆開螺絲調整吸頭位置
這樣就可以確保吸頭平穩過渡到標籤位置。 (一般情況下這個位置已經調整好了)
注意力!
1.確認壓帶及鎖緊裝置復位,否則會導致出價不準確。
2.檢查測試電眼是否帶,否則會造成連續貼標。
3.檢查傳動系統是否夾緊,否則會導致底紙拉不動。
魔眼套裝
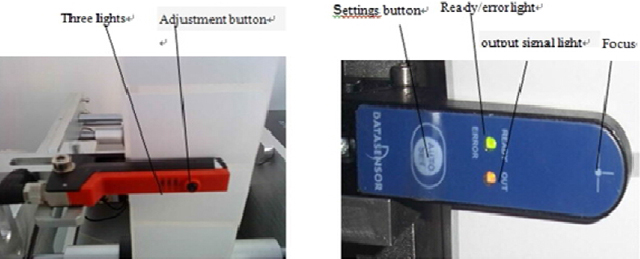
標記電眼(此處僅供說明,不代表顧客購買的型號配置)
左為德國博士易錄GS-63電眼,右為義大利蒂SR21-IR電眼。它們通常用於檢測標籤。這是他們的調整方法
1.博士易錄GS-63電眼調整:
基本原理:根據厚度識別標籤之間的間隙。 (透過光線穿透沒有標籤的地方和沒有穿透有標籤的地方進行識別)適用於一定厚度的紙質標籤或其他標籤
旋鈕說明: 綠燈:電源燈
黃燈:辨識狀態燈(黃燈亮,有訊號輸出)
調整按鈕:調整以偵測不同設定的標籤
首先透過電眼看標籤如下圖: 若拉動標籤,標籤與標籤之間的間隙中的黃燈會亮起,表示標籤已脫落,無法重位,可直接使用。當黃燈常亮或經常由外殼證實時,則需要重新設定電眼。設定如下:先透過U形槽的電眼顯示標籤,槽內有標籤放置電眼,按住調整按鈕3秒,可以看到電眼黃燈閃爍,然後放開將按鈕,將沒有標籤的地方(只在紙端貼上標籤)放入電眼槽中,按住調整按鈕8秒,此時放開按鈕,設定完成。標籤電眼拉入槽內,可以看到有標籤黃燈滅,在標籤與標籤間隙處,黃燈亮。
義大利蒂SR21-IR電眼調整:
屬於槽型電眼,透過光線的穿透量強弱判別有無標籤,適用於紙質材料和標籤材料底面不同的標籤。
偵測原理,槽電眼一側發射光束,另一側接收,當中間有標籤時,接收到的光量發生變化,透過設定閾值,有沒有標籤即可識別。
設定方法
1)當「就緒」燈亮時,電眼聚焦標籤在中間,來回拉動標籤,如輸出訊號變化,電眼處於工作狀態,可直接使用。
2)短按自動設定按鈕,綠燈和黃燈亮,電眼捕捉中等訊號,此時標籤無法移除,直到綠燈快速閃爍。
3) 當綠燈閃爍時介質進入第二個電眼焦點位置。
4)短按“AUTO SET”,綠燈滅。
5)移動標籤,在兩個地方媒體分解,輸出訊號點亮,電眼設定。
6)「READY」固體,魔眼使用一個物體就可以切換兩種媒體。
調整標籤位置
1.先將容器置於圖中“C”,然後試粘,觀察柱位置,並透過調整“A”和“B”處的活動塊,調至適當的位置。
2.調整合適後,活動座螺絲需固定,以免鬆脫。
3.D內建測試電眼,用於免費測試產品。透過箱體背面的踏板/被測物的啟動狀態來調整貼標機。
手動操作
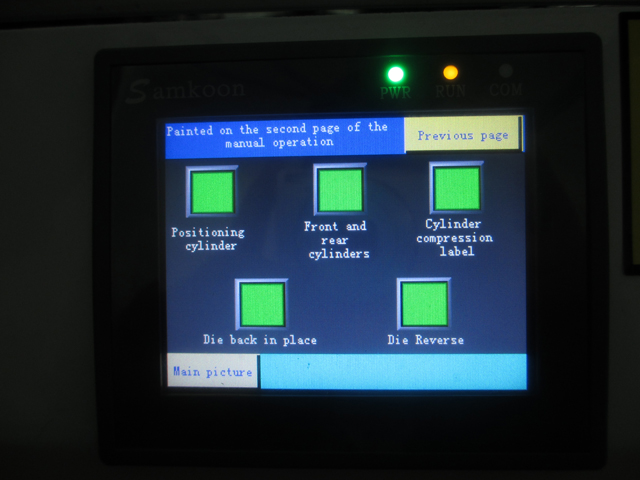
1.首先要在說明書中“手動/自動切換”,然後結合“切換”來使用。
2.手動操作用於調試時使用,以便正確標註
自動操作
1.首先要將「手動/自動開關」處於自動狀態,然後與「腳踏開關」結合。
2.調試時使用的自動化操作,包括標記和標記。
測量電眼調整:
1.FX-301系列電眼正確連接:
電眼必須確保正確安裝測量才能使用,連接方法如下圖所示連接,「進」連續黑線「出」連銀線。
2.電眼檢測原理:
電眼根據光反射的多寡來辨別物體。電眼會發出光線照射物體,物體就會反射一定量的光回到眼睛,當物體反射的光量達到設定值時,電眼訊號會發生變化,向控制系統發出訊號。
3、開關狀態:
「模式/取消」按鈕,綠燈在「運行」、「示教」、「ADJ」、「L/D」、「TIMER」、「PRO」幾個檔案之間切換,指示不同的工作狀態。
- 「跑」代表國跑;
- “Teach”教學狀態;
- “ADJ”調整狀態;
- “L/D”為升降訊號狀態;
- “PUSH”按鈕按下為確認,左右切換為微調功能。
4. 魔眼套裝:
4.1 在工作站上無產品的前提下,打開帶有透明蓋的電眼放大器,按“模式/取消”鍵,調至“示教”文件,數字框顯示一個值,該值將為空信號,數值穩定,按“PUSH”確認。
4.2 然後將產品放置在貼標台上,關閉左側位置,觀察位置,透過調整定位桿位置來達到標籤在產品上的位置。
4.3 調整後的標籤位置。可以看到數字框顯示一個數值,這個數值是產品偵測到訊號時的值,例如“1900”,穩定後,點選“PUSH”確認。完成後,數字顯示框會顯示 GOOD 提示。 (可按「模式/取消」返回「運行」即可進行運行)
4.4 調入「ADJ」文件,顯示框顯示數值=空白訊號(心跳-空白訊號)/2,系統預設值為閾值,訊號值大於臨界值,則預設為對象,為小於臨界值,預設為無對象。回饋訊號給PLC,發出對應的指令。閾值的調整可以透過左右切換「PUSH」左右鍵,增大或減少數值,改變閾值。 (一般不需要調整)然後按“PUSH”確認。
4.5“Mode/Cancel”鍵返回“run”運行狀態。 (安裝完成後任何返回「run」運行狀態)
4.6 合上透明蓋,固定一端。
4.7 當產品放置到貼標工位時,電眼偵測到測量訊號,回饋給PLC,PLC發出指令,貼標機相關部分開始運作。
電子控制元件
控制系統
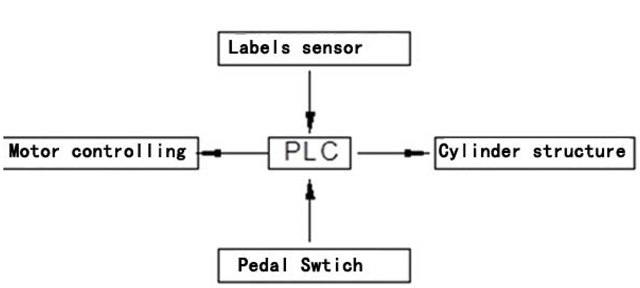
原理:貼標機以PLC為基礎,接收訊號並控制系統。如上圖所示,當踩下「腳踏開關」時,腳踏開關就會啟動訊號傳送給PLC,PLC依照設定的程序進行處理,然後啟動「馬達控制系統」進行控制。送料過程。同時,「標籤位置感測器」(也稱為標籤測量電眼)會隨時注意標籤行進的距離。當進入更新標籤的距離時,「標籤位置感測器」立即向PLC發送訊號。同樣,PLC依照設定的程序進行處理,「馬達控制系統」發出停止訊號,啟動吸標機和貼標系統,完成標籤的剝離和貼上。
常見故障及排除
貼標位置不穩定
1.壓力設備可能不緊,導致標記鬆動,電眼測試不準確。
2.牽引機構打滑或不緊,導致底紙不平整。
3. 形狀或定位以貼上。
帶走
1.壓帶裝置過緊,造成標線脫離,壓力降低。
2.自動運轉中標示無糾偏及糾偏回位。
貼標品質不好,有氣泡或摺痕
- 標籤可能太薄,吸黏法不適用於柔軟、薄的透明標籤
設備無反應
1.確認電源線沒有問題。
2.確認傳動插座旁的保險絲是否完好,如燒壞,請更換
3.可能盒子內部接線鬆脫,請專業人員維修
標籤紙末端常斷裂
1.壓帶裝置過緊,造成標線脫離,壓力降低。
2. 可能會在劣質紙張的末端或牙齒深處貼上標籤
吸頭故障或故障,出現標籤外行為
- 吸頭孔是否阻塞,造成吸力不足(保證壓力0.7Mpa以上)
2.吹管吹氣方向不正確,可透過移動和旋轉方向調整
3.沒有標籤蓋的地方,用透明膠密封,減少吸力損失
連續標籤
電眼沒設定好,重新設定電眼
收集材料 再生紙底松
大多是傳動皮帶老化,更換新皮帶。
標籤製作
1. 製作標籤時,請注意浮標周圍的方向。
2.確保電眼偵測異物孔,打孔的紙張夜間不能留下,否則電眼無法識別,造成重複標籤。
3. 確保標籤與底紙順利裂開。
日常維護
1、設備在正常使用情況下,可定期檢查。
2、定期對設備進行防塵、防鏽處理。
3.長時間不使用,請斷開電源並做好維護。
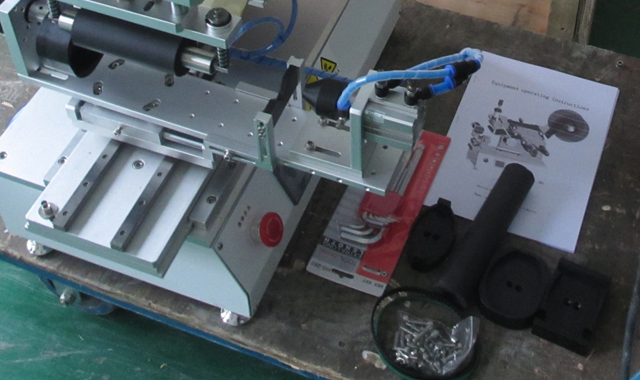
附件
本貼標標準配件:操作說明書、六角扳手、電眼調整螺絲起子。
不同形狀瓶子的貼標樣品:














