
- 型號:VK-MFC
- 電源:~220V/單相
- 電流:7A
- 頻率:50HZ
- 氣壓:0.7MPa
- 功率:1100W
- 尺寸:1900*1550*1850mm
- 重量:485公斤
- 毛重:555kg
- 灌裝量:1ml至150ml
- 機器可依美國標準訂製和打粉
觀看影片
開機前註意事項
- 本機採用單相/220V交流電供電;開機前請確認連接正確。
- 檢查氣壓連接是否正確。
- 機器上和模具內是否有異物,清除異物;
- 確認與蠕動幫浦連接的軟管放入料罐內;
- 檢查灌裝嘴是否與瓶口對齊,旋蓋頭與瓶子是否對齊;
基本數據
| 電源:~220V | 電流:7A |
| 頻率:50HZ | 氣壓:0.7MPa |
| 功率:1100W | 尺寸:1900*1550*1850mm |
| 重量:485公斤 | 灌裝量:1ml至150ml |

機器關閉圖片和繪圖
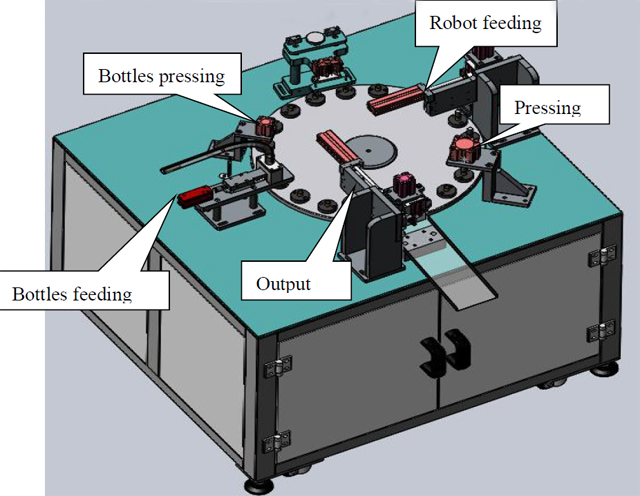
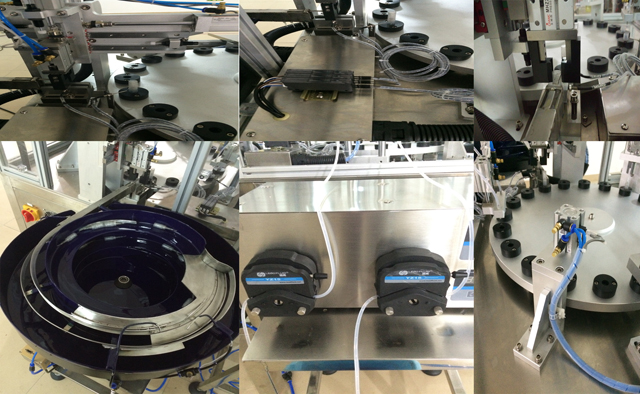
車站說明:
- 進瓶:震動碗進瓶,氣動元件引導瓶進入轉盤,氣動元件後退;
- 壓瓶:由於氣動元件送入的瓶子自由落體,使瓶子到達支架底部;
- 填充站:將液體填充到瓶子中;該站與蠕動泵一起工作;
- 機器人送料:機器人將幫浦送入瓶中。
- 加壓站:用幫浦壓緊瓶子;
- 輸出:將最終產品移出轉盤
檢測開關
(1).西林瓶加料站
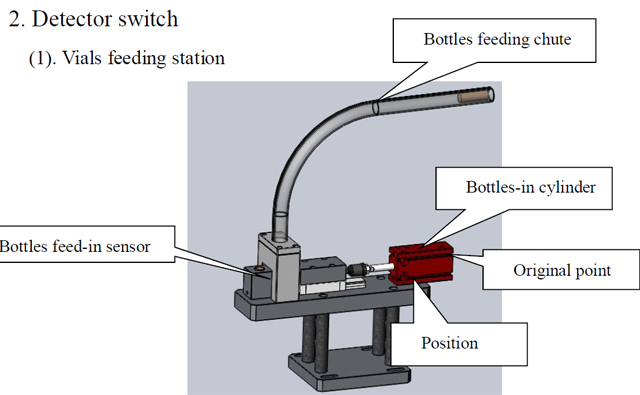
- 進瓶汽缸:將溜槽內的瓶子引導至轉盤內
- 原點:瓶筒原位
- 瓶子到位:瓶子處於正確位置的標誌
- 進料感測器:2條光纖偵測溜槽內的位置;任一光纖無法偵測到瓶子,則裝瓶缸將無法運作;。
注意: 機器在全自動模式下運作;注意檢測開關
文件站
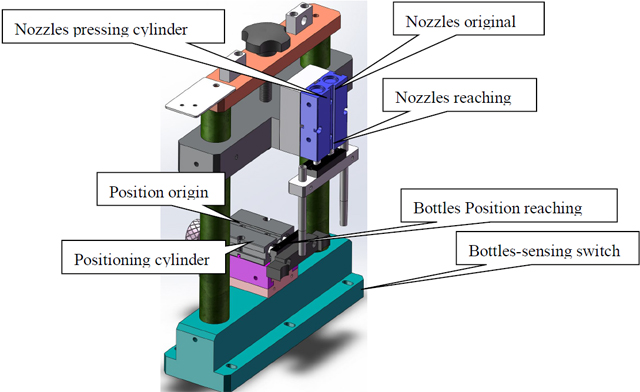
- 瓶子感應開關:偵測工位下的物料並啟動工位;
- 定位氣壓缸:偵測開關偵測到工位下方有物料,汽缸對物料進行定位;
- 瓶位原點:開關是工位動作完成和轉盤動作的標誌;
- 瓶子到達:位置氣缸完成瓶子到達
- 壓嘴氣缸:將灌裝嘴伸入瓶中;
- 噴嘴壓原點:噴嘴退回原點;
- 噴嘴到達:偵測灌裝噴嘴是否到達瓶內
泵浦壓站
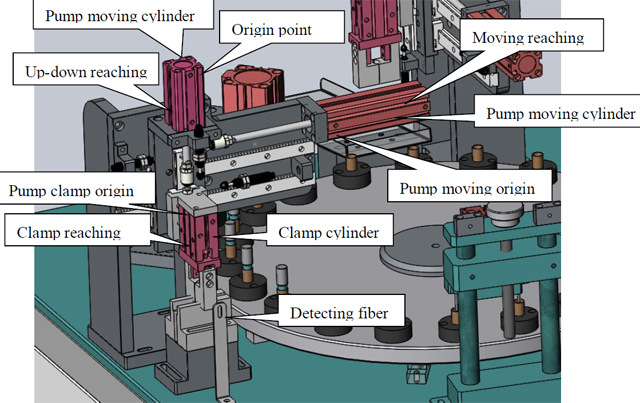
- 瓶站檢測開關:檢測站下物料並啟動站;
- 定位氣壓缸:偵測開關偵測到工位下方有物料,汽缸對物料進行定位;
- 瓶位原點:開關是工位動作完成和轉盤動作的標誌;
- 夾緊氣缸:夾緊幫浦;
- 夾緊來源:在鬆動情況下夾緊;
- 夾緊到達:瓶子到達工位;
- 幫浦到達偵測:震動盤引導內塞進入溜槽,偵測內塞是否放置到位,以便啟動下一步動作;
- 泵缸:取放泵;
- 幫浦水平移動汽缸:將夾緊的幫浦置於轉盤內的瓶子頂部。
輸出站
與上述泵壓站工作原理相同;
維護
1、需要對機器進行檢查與維護,以延長機器的壽命,優化機器的功能;
工作機械每三個月保養一次;軸承及齒輪傳動部分必須用油脂潤滑;必須定期進行潤滑;往復機構運動或升降等部位每天應加註導軌油(N68)兩次;旋轉或擺動部位應加裝汽車機油(N68);每半個月在凸輪槽內添加一次潤滑脂;每月一次給油嘴加註潤滑脂;
2. 切勿使用金屬工具敲擊或刮擦部件或模具等零件上的黏結劑聚集的表面。
3.機器長時間停止運轉時,應在傳動、軸承等部位添加潤滑脂進行潤滑;也要對機器進行防水保護。
4、切勿在機器上放置任何物品,以免損壞機器。
5.定期清理各部件內部的灰塵,並檢查所有螺絲,如有鬆動的螺絲應予以修復。
6.定期檢查接線端子上的螺絲,確保螺絲緊固;
7.檢查從電箱引出的接線路徑上是否有鬆動的站點;若部分鬆動,應重新固定螺絲,以免絕緣層磨損或損壞而造成漏電;
8.檢查易磨損的拍子,損壞的拍子及時更換;
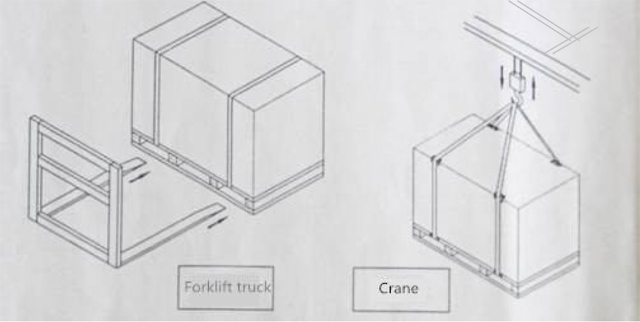
包裝及運輸
切勿水平或直立放置機器;拆開機器底腳,將整機與板條箱底部固定。
機器包裝應為中性;移動機器時,請使用堆高機或吊車,從底部移動機器,移動平穩;請注意下圖中的插圖;起吊和擺動機器時,起重機不應接觸機器。用4顆M16X200螺栓固定機器,然後連接起重機和螺栓以起吊和擺動機器。同時緩衝機器下方的保護物。必要時可使用支柱穩定吊掛(如下圖)
開箱前檢查箱體是否有損壞;如果板條箱出現任何損壞,請勿打開板條箱並立即聯絡運輸公司;在運輸工人的監督下打開箱子並記錄過程;
為了安全起見,堆高機與地面的距離應保持在1m以下;如果使用起重機移動機器,距離應保持在 2 公尺至 2.5 公尺之間
常見故障及排除方法
| 過失 | 故障排除 |
| 開機時不工作 | 檢查電源 |
| 沿輸送機輸送的瓶子有跌落、晃動等不穩定情況; | 調整夾瓶部分 |
| 灌裝頭偏離瓶子 | 調整灌裝頭 |
| 填充液滴落 | 調節回吸速度和量 |
| 封蓋氣缸或蠕動泵不動作 | 調整位置感測器 |
| 封蓋效果鬆脫 | 調整封蓋結構 |









